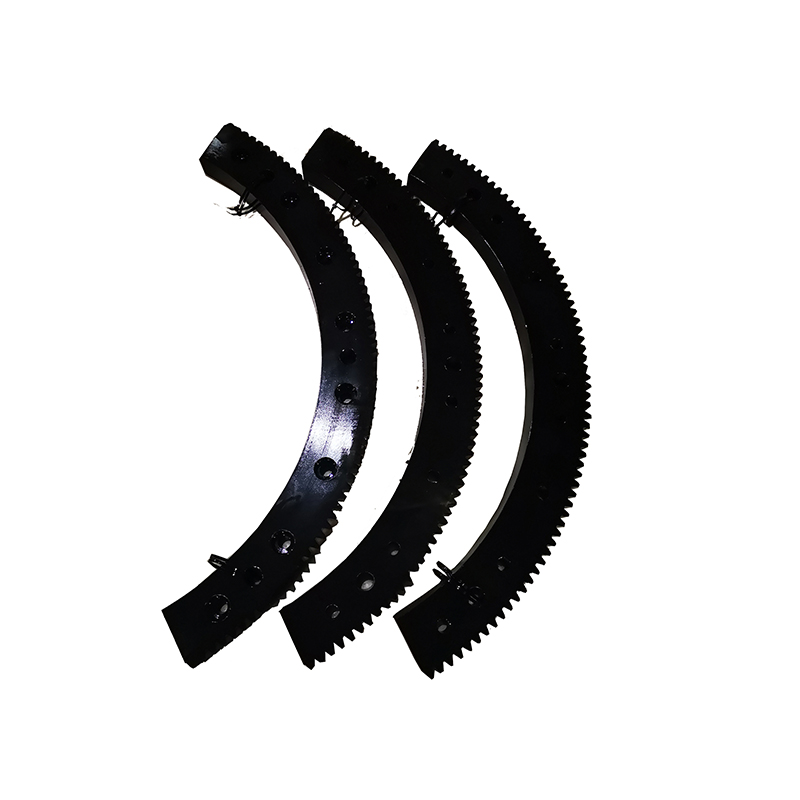
Цилиндрическая шестерня металла зубчатого венца высокой точности большая внутренняя зубчатого венца с обработкой Азотирование



- LYHGB
- Лоян
- 45 дней
- 4000 комплектов/месяц
Зубчатый венец изготовлен из закаленного и отпущенного материала 42CrMo. Модуль 4,5 и номер зуба 69. Для повышения твердости шестерни мы производим ее азотирование. Температура выдержки процесса азотирования обычно составляет 460-600 ℃, что представляет собой процесс химической термообработки, при котором активные атомы азота проникают в поверхность зубчатого колеса. После азотирования деформация шестерни невелика, и она имеет более высокую твердость, чем науглероживание, что может повысить износостойкость, усталостную прочность, противозадирные характеристики, коррозионную стойкость, стойкость к размягчению при высоких температурах и т. Д. Он широко используется в автомобилях и станки для повышенных требований к износостойкости.
&NBSP ; &NBSP ; &NBSP ; &NBSP ;Цилиндрическая шестерня металла зубчатого венца высокой точности большая внутренняя зубчатого венца с обработкой Азотирование
Шестерня является обычной механической частью и занимает незаменимое место в области общего механического оборудования. Как улучшить качество обработки и срок службы зубчатых колес всегда было темой, которую люди продолжают исследовать. Термическая обработка является важным техническим средством. В настоящее время термическая обработка зубчатых колес в основном включает четыре процесса: закалка и отпуск, индукционная закалка, азотирование и науглероживание. Технология азотирования:
Температура выдержки процесса азотирования обычно составляет 460-600 ℃, что представляет собой процесс химической термообработки, при котором активные атомы азота проникают в поверхность зубчатого колеса. После азотирования деформация шестерни невелика, и она имеет более высокую твердость, чем науглероживание, что может повысить износостойкость, усталостную прочность, противозадирные характеристики, коррозионную стойкость, стойкость к размягчению при высоких температурах и т. Д. Он широко используется в автомобилях и станки или другие механизмы с более высокими требованиями к износостойкости.

По сравнению с другими способами обработки поверхности, самыми большими преимуществами азотирования являются:
1. Деформация невелика, а температура обработки азотированием намного ниже, чем температура обработки науглероживанием. Температура ионного азотирования достигает 40°C. При этой температуре деформация зубьев очень мала, поэтому для шестерен общей точности нет необходимости стачивать зубья после термической обработки.
2. Высокая твердость и хорошая термическая твердость. После азотирования твердость поверхности может достигать 850~1100HV. Такая высокая твердость может сохраняться до 500°C, поэтому сопротивление адгезии и стойкость к царапанию превосходят науглероживание и закалку поверхности. Эта характеристика особенно важна для высокоскоростных передач.
3. Повышена усталостная прочность. С точки зрения усталостной прочности скорость его улучшения не так высока, как у карбонизации и обработки поверхности, но его влияние на снижение чувствительности к надрезам выше, чем у карбонизации. Поэтому детали сложной формы следует обрабатывать азотом.
4. Повышает коррозионную стойкость и положительно влияет на коррозионно-усталостную прочность.
5. Улучшить контактную усталостную прочность. Контактная усталостная прочность после азотирования значительно выше, чем у закаленной и отпущенной мягкой поверхности зуба, но обычно контактная усталостная прочность после азотирования ниже, чем у цементации. Процесс азотирования включает газовое азотирование и ионное азотирование. Ионное азотирование в настоящее время наиболее широко используется для поверхностной упрочняющей обработки зубчатых колес.
Традиционная науглероживающая шестерня обладает хорошими комплексными механическими свойствами, но процесс науглероживания сложен, искажение при закалке шестерни велико, а потребление энергии велико, а азотирующая шестерня частично заменяет шестерню науглероживания со своими собственными преимуществами, чтобы реализовать производство высокоэффективных зубчатых колес и преодоление многих дефектов науглероживания и закалки. Азотирование зубчатых колес стало предметом исследований в мировой промышленности как способ улучшения характеристик зубчатых колес и частичной замены науглероженных зубчатых колес.
Мы являемся профессиональным производителем подшипников с сильным исследовательским и инновационным потенциалом....more